Calcolo delle velocità
Il movimento della fresa nel materiale deve essere controllato in modo da massimizzare il materiale rimosso (e dunque ridurre il tempo di fresatura), senza andare oltre la resistenza della fresa (che potrebbe rompersi).
Per ottenere i risultati migliori è necessario comprendere in dettaglio il processo di fresatura.
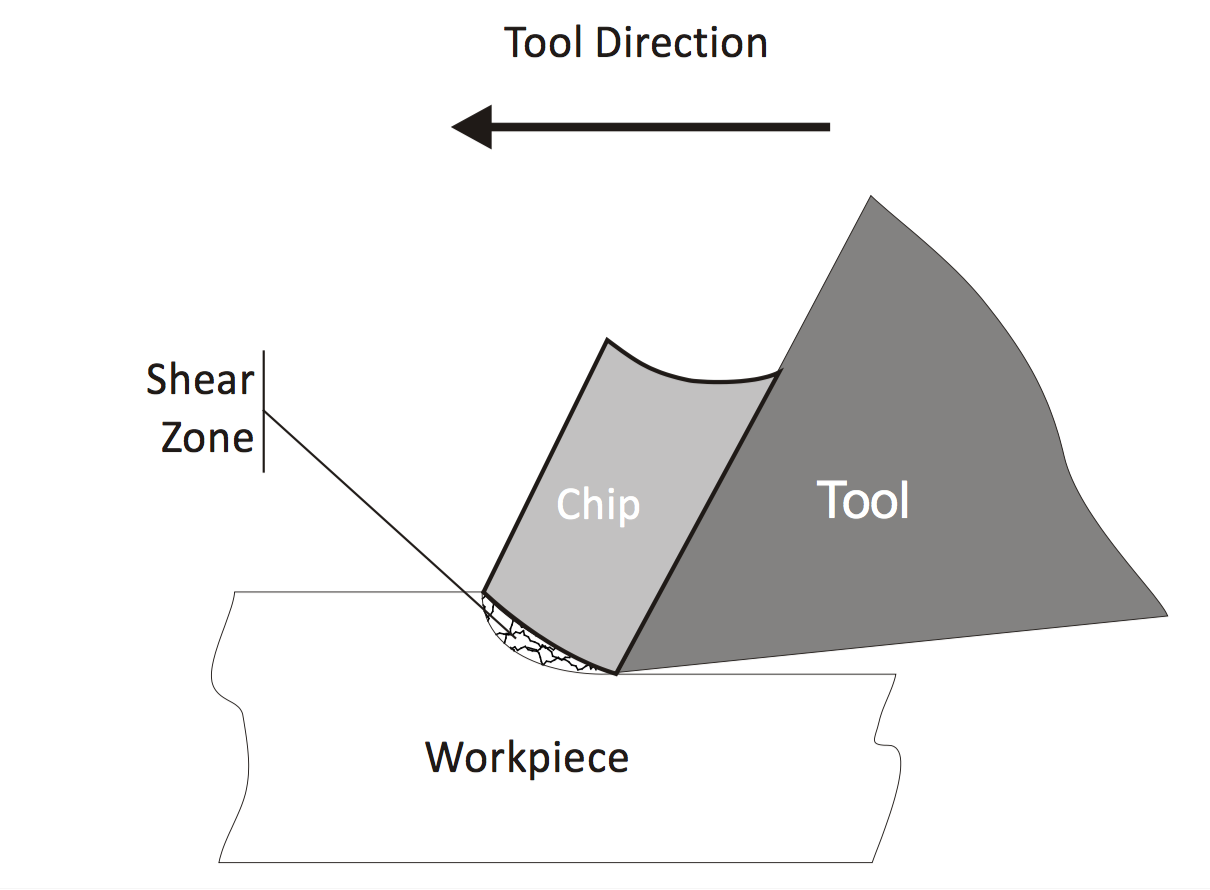
Quando la fresa si muove nel materiale non deve affondare interamente nello stesso, ma lavorare lateralmente in maniera incrementale.
Chip Load
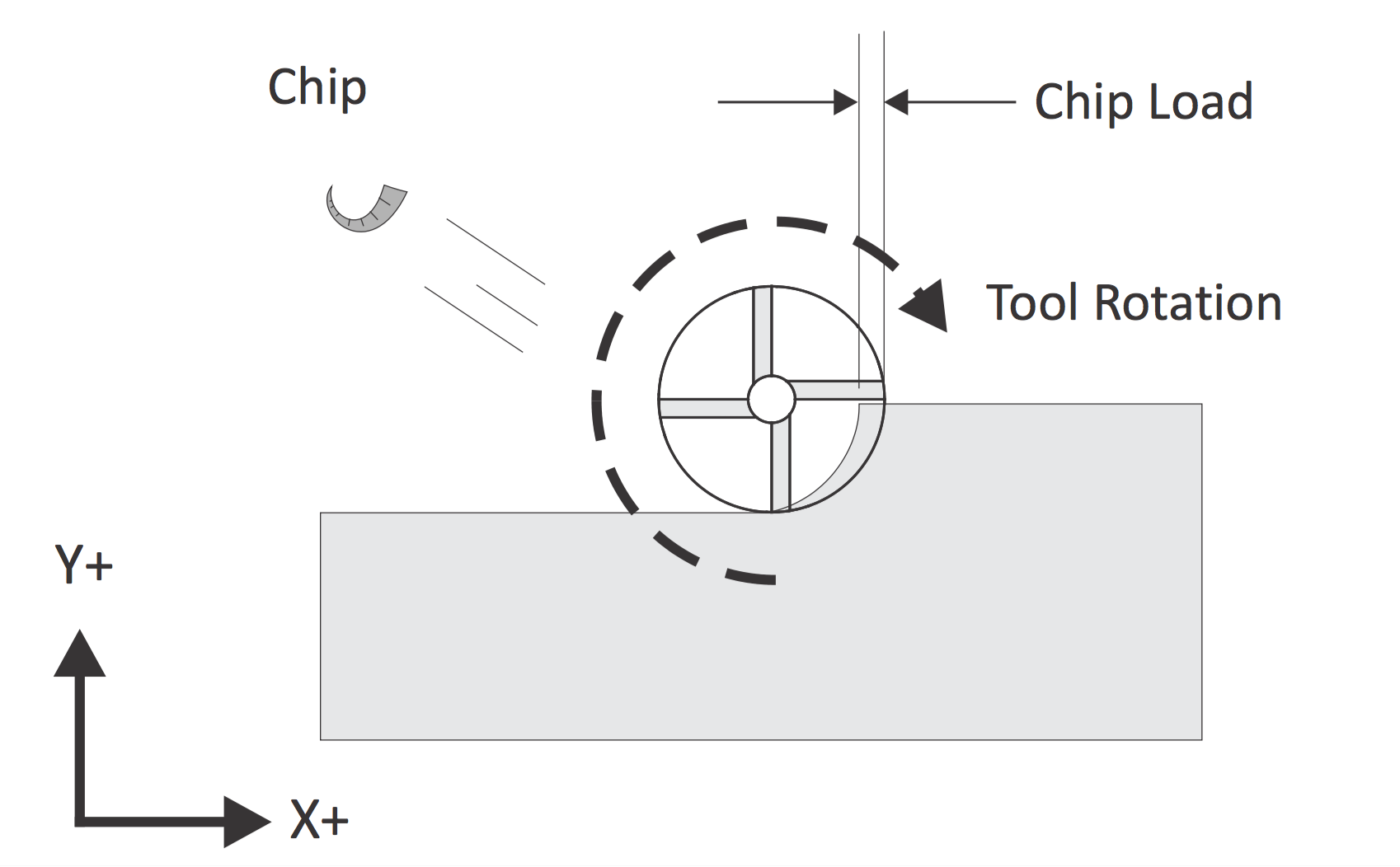
La quantità di materiale ingaggiato dalla fresa durante il movimento è definito chip-load.
Il valore di chip-load è normalmente fornito dal produttore dell'utensile come una tabella che definisce il valore per i più comuni materiali.
Anche soltanto esaminando i trucioli prodotti è già possibile capire se la fresatura è ottimale o sta cercando di esportare troppo o troppo poco materiale.
Direzione di rotazione
Il mandrino (a parte pochissime eccezioni) lavora sempre in senso orario.
Se la fresa si muove nella direzione della rotazione, si parla di climb milling, se va nella rotazione opposta si parla di conventional milling.
Spesso i software forniscono la possibilità di scegliere quale tipologia di milling. La scelta standard è quella del "climb milling".
I valori Feed & Speed
Il "feed" rappresenta la velocità con cui viene eseguito uno spostamento della fresa nel materiale con uno specifico utensile.
Il "feed" non è da confondere con la velocità di spostamento "rapida", in cui la fresatrice compie dei movimenti senza far toccare l'utensile con il materiale. In questo caso la velocità è limitata soltanto dalle caratteristiche meccaniche della macchina e non è influenzata dal materiale usato.
A utensili diversi corrisponderà un diverso chip-load, e dunque un differente feed. Ovviamente anche il tipo di materiale influirà sul feed, come la velocità di rotazione del mandrino.
L'ottimizzazione del feed ha i seguenti obiettivi:
- ottenere una finitura precisa
- minimizzare la velocità del processo
- evitare la rottura dell'utensile
Calcolo dei valori
Riassumendo gli elementi chiave per ottenere il feed F sono:
- chip load (CL) - dal produttore
- numero di flute (FL)
- giri al minuto compiuti dal mandrino (RPM)
Ecco le relazioni che legano queste entità:
F (in/min) = RPM (rev/min) * CL (in/min) * FL
Feed Rate = RPM x # of cutting edges x chip load
Chip Load = Feed Rate / (RPM x # of cutting edges)
Speed (RPM) = Feed Rate / (# of cutting edges x chip load)
Normalmente possiamo impostare RPM al valore massimo raggiungibile dal mandrino, per la Roland SRM-20 parliamo di 7000 RPM, mentre per altre fresatrici possiamo arrivare anche oltre i 25000RPM ad esempio lavorando i metalli.

Dalla formula qui sopra è possibile intuire che:
- a parità di RPM ho un feed più veloce se uso più taglienti
- riducendo il chip-load, ad esempio utilizzando una fresa di dimensioni molto piccole, devo aumentare gli RPM per poter sostenere lo stesso feed
Anche la profondità di ogni passata di fresatura influenza il chip-load. Più affonderemo, maggiore sarà la quantità di materiale affrontata dalla fresa.
I produttori consigliano i seguenti settaggi in base a quanto profondo sarà l'affondo nel materiale:
- 1 x Diametro 100% chip-load
- 2 x Diametro Ridurre chip load del 25%
- 3 x Diametro Ridurre chip load del 50%
In genere è consigliabile non affondare oltre il diametro della fresa, ma è possibile farlo con questo accorgimento.
Esempio
Fresa da 1/8'' su cera, due flute
- chip-load .002 - .004
- rpm 7000
- affondo mm 3.175
- feed = 7000 x .002 x 2 = 56 in/min = 142 cm/min