Le lavorazioni
- Engraving: raster (nero)
- Cut (vector cut): taglio (rosso)
- Cut (vector engrave): incisione (blu)

Come prepare il file per il taglio laser
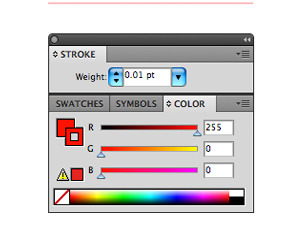
All'interno del software, ogni lavorazione è caratterizzata, per convenzione, da un preciso colore RGB. Ciò significa che ogni tracciato del nostro disegno deve essere realizzato preventivamente con il colore specifico della lavorazione che vogliamo effettuare. Ad esempio il colore rosso corrisponde a Taglio; pertanto, se vogliamo realizzare un taglio dobbiamo attribuire al nostro disegno il colore rosso. Se volessimo invece incidere il materiale dovremmo avere un tracciato di colore nero.
Relativamente a questo, occorre anche specificare all'interno del programma di grafica lo spessore della linea secondo la precisione della macchina laser, ovvero 0.001mm.
Per ogni lavorazione occorre inoltre specificare i precisi valori da assegnare ad ogni parametro e il materiale utilizzato.
- Per fare questo occorre aprire il database dei materiali, facendo quindi doppio click su uno spazio vuoto dell'area di lavoro.
I parametri
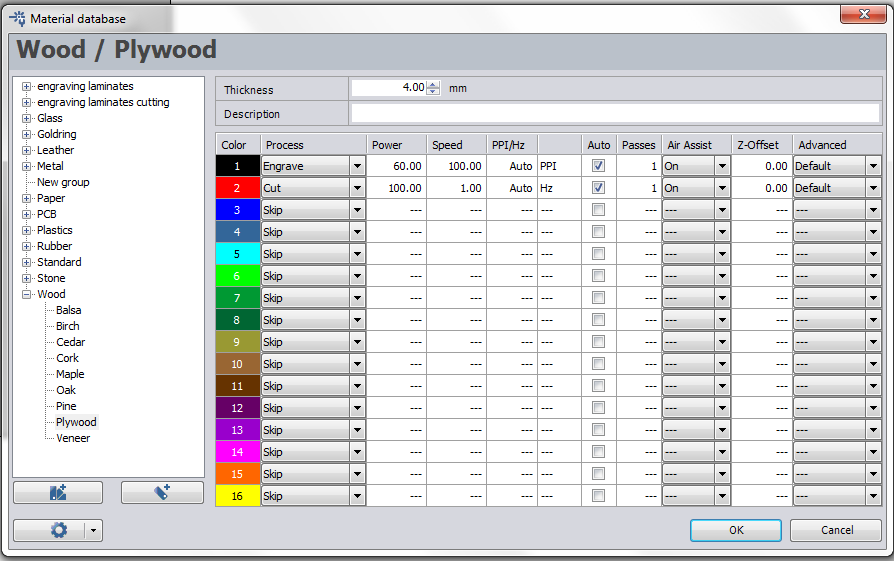
I parametri da impostare all’interno del software per ogni lavorazione sono i seguenti:
Power: indica con quanta potenza il laser incide o taglia il materiale. Maggiore sarà il valore assegnato alla potenza e più evidente e marcato sarà il risultato della lavorazione.
Speed: la velocità di lavorazione della macchina, maggiore sarà il valore meno tempo il laser passerà.
Resolution (PPI - Pulses per inch): indica il numero di impulsi emessi dal laser. Per un buon risultato impostare lo stesso valorei dei PPI come quello dei DPI, ossia relativo alla risoluzione del file.
Air Assist: possiamo scegliere se attivare o meno il sistema di aspirazione durante la lavorazione, fortmente raccomandato per la maggior parte dei materiali, specie quelli infiammabili.
Passes: indica il numero di passaggi del puntatore laser sullo stesso percorso, quante volte il laser deve ripetere la suddetta lavorazione.
Z-offset: controlla il piano di lavoro del laser, che può essere alzato o abbassato all'occorrenza, specie se vogliamo alterare la messa a fuoco per produrre un certo tipo di effetto sul materiale durante la lavorazione.
Variando questa impostazione, a fine della lavorazione
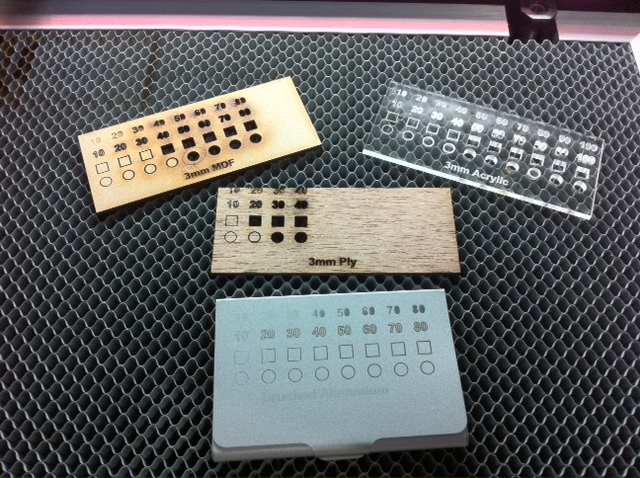
I valori dei parametri delle lavorazioni dipendono dal tipo di materiale e dal relativo spessore. Se il materiale è di tipo organico molte più variabili entrano in gioco. Prima di procedere con la lavorazione è buona prassi fare alcuni test sul materiale per trovare la combinazione più corretta dei valori relativi alla velocità e alla potenza da utilizzare.

Utilizzare la minima potenza necessaria per tagliare il materiale alla massima velocità possibile permette di ottimizzare notevolmente i costi e il tempo per ottenere un taglio pulito, senza bruciature di troppo o deformazioni sul materiale
Se tagliamo con elevata potenza il pezzo, oltre al consumo più elevato della macchina, rischiamo di bruciare notevolmente il materiale (se questo è di tipo organico) e di aumentare il kerf
Se, viceversa, la potenza non è sufficiente a tagliare il materiale, occorrerà ripetere l’operazione magari molteplici volte, provando anche a cambiare i valori di potenza e velocità. Ciò può comportare numerosi tentativi e la possibilità di bruciare o deformare il materiale oltre ad un aumento dei costi e dei tempi di lavorazione